| 試運転の資料館 | |||||
| 玄関 | 総合案内 | 電算機部 | 営繕部 | 交通部 | 通信部 |
|
This web site is only compatible with Japanese text. 常温亜鉛メッキを行うの巻
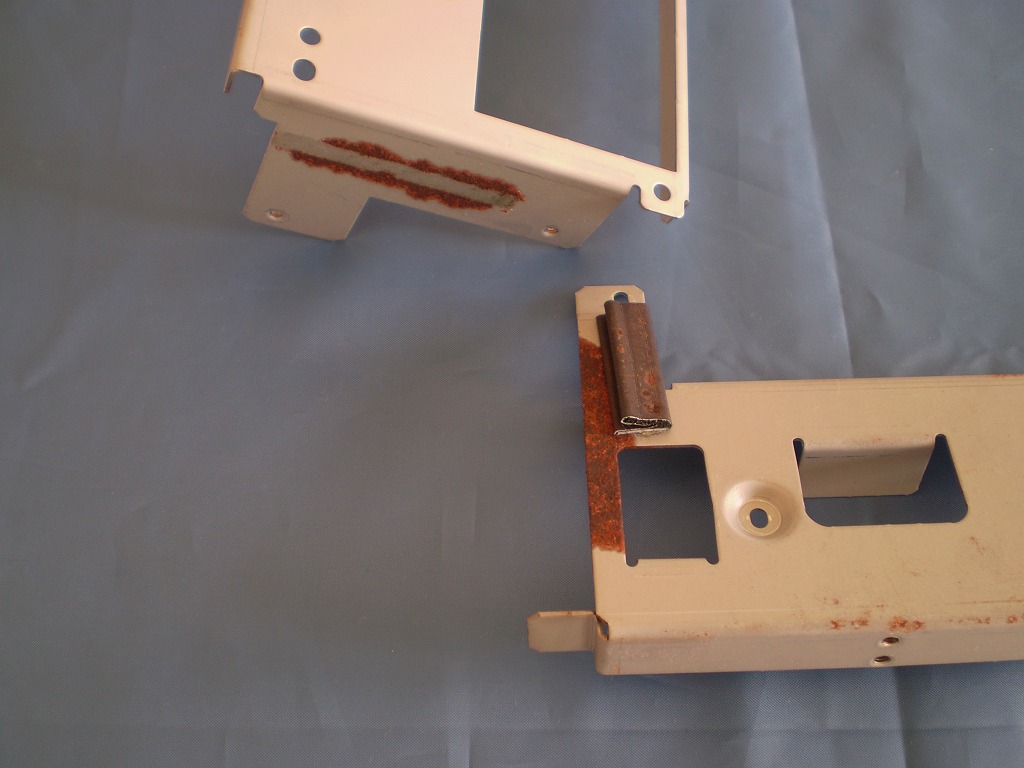
はじめにある日、ひょんなことからドリームキャスト開発機用の外付け GD-R ドライブを入手してしまいました。 入手したのは良いのですが、筐体があまりに汚いうえに塗装面に錆びのような怪しい跡まであります。前所有者によれば、しばらく倉庫に放り込みっぱなしだったとのこと。そりゃ汚れるわと思い、さっさと掃除しようと思って分解に着手。 しかし、外側の鉄板を外した段階で事件が発覚しました。筐体内部の一部が激しく腐食しているではありませんか。 こうなってしまったら錆を落として補修するしかありません。しかし、補修方法として下地調整ののち塗装するかどうか悩みました。というのは家電製品の金属製筐体では多くの場合、メッキが施されているため単純に塗装しても剥がれてしまいます。 結果としては、腐食している部分のみ下地調整 ( ケレン ) を行ったうえで、メッキを行いました。これは補修方法を検討した際の記録です。 鉄の腐食を防ぎたい鉄の腐食を防ぐには、鉄を酸化させる酸素と水分を遮断する為に表面処理を行う必要があります。表面処理の方法には例えば、金属による被覆 ( メッキや蒸着、溶射など ) 、無機物による被覆 ( コンクリート、ガラスライニングなど ) 、有機物による被覆 ( 塗装や樹脂ライニングなど ) 、化成処理 ( クロム酸処理など ) が挙げられます。 ( 他にも様々な方法が有りますが、とても書ききれませんので割愛します ) 具体的な想像がつきにくいと思いますが、メッキは駅や橋梁で鈍い色調の結晶のような模様が出ている鋼材、無機物による被覆は鉄筋コンクリート造やホーロー鍋、樹脂ライニングは樹脂で覆った電気や給排水の配管、クロム酸処理は別名クロメート処理とも言い、色調として透明な黄色がベースだが少々虹色がかった色調の鋼材で、PC-9801-86 音源のバックパネルが代表例です。 表面処理には色々なパターンがありますが、パソコン、家庭用ゲーム機やアーケードゲームの金属製筐体は、表面処理として一般的に亜鉛メッキを施してあります。 亜鉛メッキとは亜鉛メッキは言葉の通り亜鉛を用いてメッキを行っているのですが、大別して溶融亜鉛メッキと電気亜鉛メッキがあります。 さらに細かく分けると、溶融亜鉛メッキでは純粋に亜鉛を用いてメッキしただけの物から、溶融亜鉛 - アルミニウム系合金メッキ ( ZAM やガルバリウム、スーパーダイマ、エコガル等 ) があり、電気亜鉛メッキでは純粋に亜鉛を用いてメッキしただけの物から、亜鉛 - ニッケル合金メッキ、それに加えて表面を化成処理したものまで多種多様です。 工法としては、溶融亜鉛メッキ ( JIS G 3302 ) は鋼材を高温で溶かした亜鉛に浸してメッキする方法で、温度の関係で鋼材にある程度厚みが必要な事やメッキの厚さの関係で、主に屋外で用いる鋼材に採用される方法です。俗にドブ漬けと言います。 電気亜鉛メッキ ( JIS G 3313 ) は、亜鉛入りの電解液が入ったメッキ槽に鋼材を入れて通電し、電解液中の亜鉛イオンを鋼材に付着させる方法です。溶融亜鉛メッキと比べコストがかかるものの、メッキを薄く均一にできる、熱処理を伴う特殊な鋼板や普通は亜鉛をはじく鋼板でもメッキできるなどの利点があります。 これら亜鉛メッキは犠牲防食という方法により鉄の腐食を防止しています。詳しくは割愛しますが、鉄よりも亜鉛のほうが酸化して溶けやすい事を利用した方法です。亜鉛はイオン化傾向が大きいのです。
塗装したくても、イオン化傾向が大きいものでしてさきほど、亜鉛はイオン化傾向が大きいと書きましたが、塗装する場合はこれが問題になります。よく、亜鉛メッキ面に塗装しても塗膜の長期密着性が良くない、と言われますが、原因はまさにイオン化傾向が大きいことによります。 全く塗装できない訳ではありません。亜鉛メッキ表面にリン酸亜鉛処理やブラストなどの下地処理を行うことで塗膜を密着させて塗装できますが、これらの方法は厳密な管理が必要で、工場で生産する時点でないと難しい方法です。工場出荷後に行う塗装の下地処理としてはあまり適切ではありません。 工場出荷後に行う塗装方法には、亜鉛メッキ面用のエッチングプライマー ( JIS K 5633 ) や変性エポキシ樹脂プライマー ( JASS 18 M-109 ) を用いて素地ごしらえした後に塗装する方法や、塩化ゴム系塗料 ( JIS K 5639、廃止済 ) を用いて塗装する方法があります。 しかし、エッチングプライマーは湿度の影響を受けやすく完全に塗膜を密着させることが難しいこと、塩化ゴム系塗料はかつて四塩化炭素を含有していた ( 昭和 40 年代まで遡れば、可塑剤としてポリ塩化ビフェニル、いわゆる PCB を用いた物も有ります ) 事や、近年は塩化ゴム自体を忌避する傾向にあることから、この種類の塗料を適量入手して塗装する補修は困難であると判断しました。
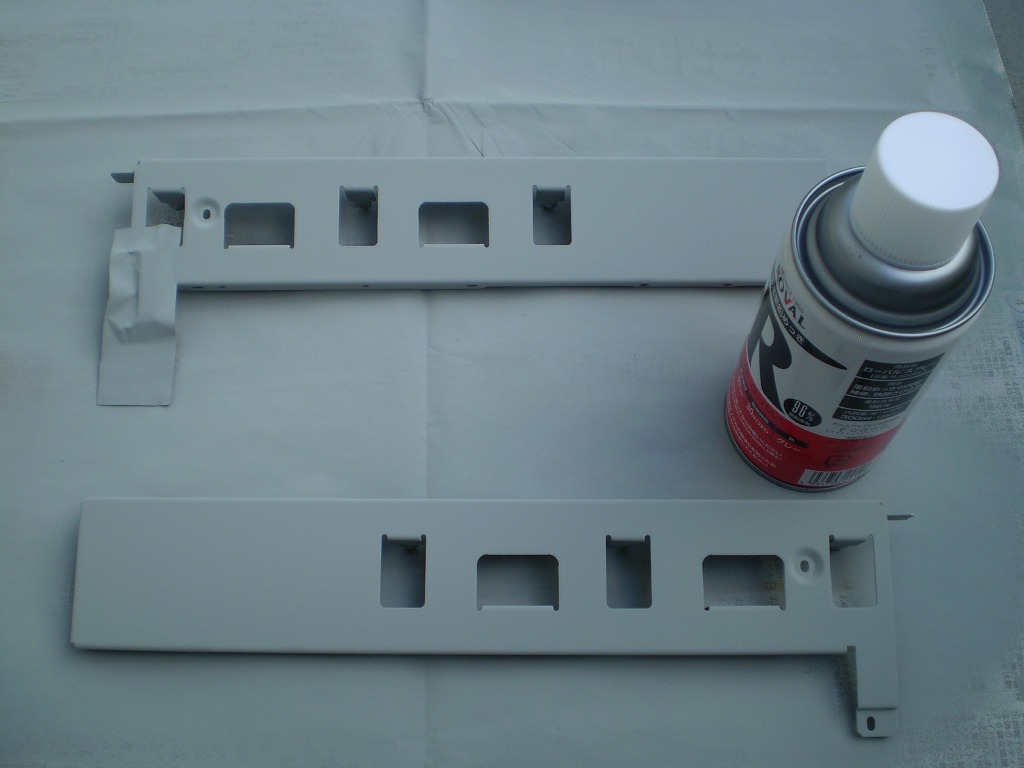
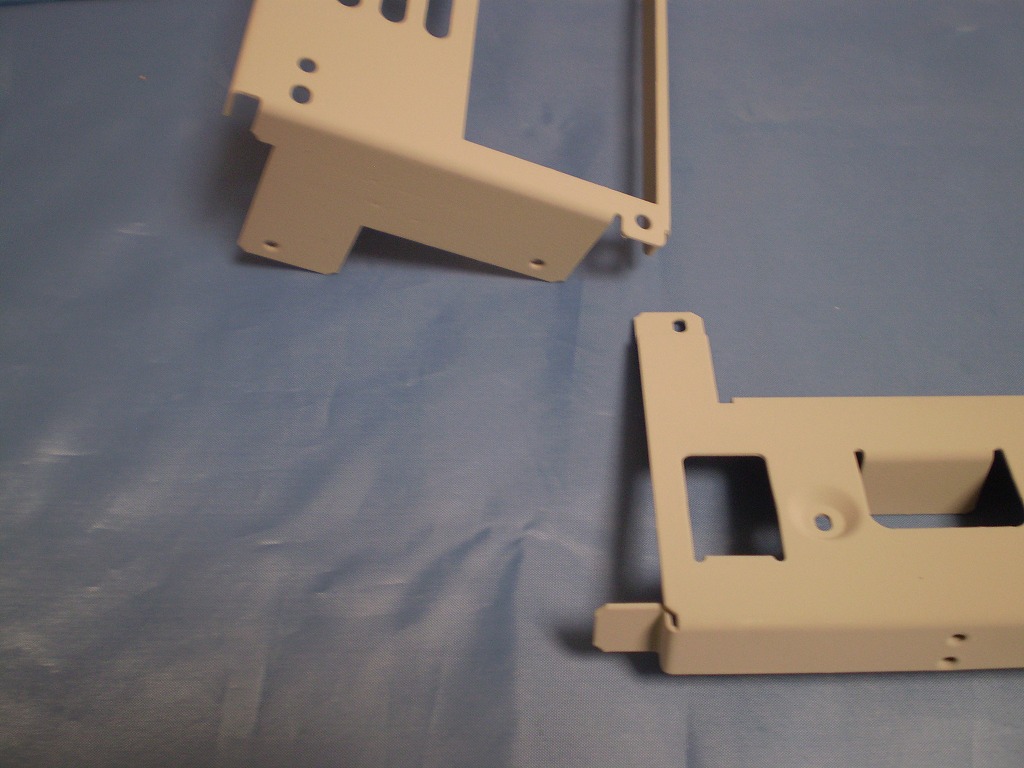
塗装以外の方法として、粘着剤付き化粧フィルム ( いわゆるダイノックフィルム ) も検討しましたが、こちらは端部の納めが難しい ( 時間が経った時にはがれたり、金物同士を接合する時に噛み合わなくなる可能性が有る ) と判断し、採用しませんでした。 塗装がダメなら、メッキしよう先述した以外の方法を検討した結果、元々の仕様に極力合わせて常温亜鉛メッキを行うことにしました。 この方法に用いる材料は「厚膜形ジンクリッチペイント」 ( JIS K 5553 ) や、「有機質亜鉛末塗料」 ( 公共建築工事標準仕様書 ( 機械設備工事編 ) ) と呼ばれる物で、材料名からすると塗装を行うように思えますが、実際の性質からするとメッキに近いものです。 ここまで読むと、常温亜鉛メッキは難しい事のように見えるかもしれません。しかし大丈夫です。インターネット通販や電材屋さん等で缶スプレーで塗装するタイプのものが流通、販売されていますから、それを用いれば一般的な塗装と大して変わらない方法で作業を行えます。 この手の製品で圧倒的に有名なのは、ローバル社製のその名もスバリ、「ローバル」シリーズです。建設業にお勤めの皆さんならお馴染みですね。 常温亜鉛メッキの使用を決めたのは、外付け GD-R ドライブの筐体に指紋の跡がクッキリと残っていたことも、理由の一つです ( 指紋の跡がクッキリ残っているという事は純粋な亜鉛メッキである可能性が高いと判断 ) 。 防食用錆転換剤今回、二輪車や自動車用に「赤錆から黒錆への転換を行う」として販売されている、いわゆる防食用錆転換剤 ( 黒錆転換剤 ) を用いる事も検討しましたが、結果として見送りました。 この手の製品では、赤錆を黒錆へ転換出来る等と宣伝していたりしますが、実際には「黒錆処理剤は単に赤錆部分がそれ以上腐食するのを防ぎ、保護してコーティングする程度のもの」 ( つまり黒錆への転換や化成処理ではなく、リン酸などで赤錆を除去した後、コーティングする程度 ) という見解を wildcat 様より頂きました。 実際の作業手順それでは、次に今回行ったメッキの手順を示します。
他の筐体でもやってみたけれど外付け GD-R ドライブがあまりにもうまくいったので、調子に乗って錆が出始めていた SYSTEM256 の筐体もやってみましたが、こちらはあまり密着性が良くないのか、常温亜鉛メッキを施した後にメッキ面を擦ると少し剥がれてしまいました。 ただ、塗装した場合とは異なりごっそり剥がれるような事にはなっていません。もしかすると SYSTEM256 の筐体は亜鉛 - ニッケル合金メッキなのかもしれません。 ローバル社の Q and A では、亜鉛 - ニッケル合金メッキでも使える可能性は高いとの回答が書いてありましたが、メッキ面の状態により結果は変わるようです。 亜鉛メッキ面の補修は本当に難しいですね。大丈夫だろうと思ってやってみても、うまく行くとは限らないと実感しました。 参考文献
|
||||||||||||||||||||||||
Copyright (C) 2020 "shiunten"
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}